

 Send Inquiry
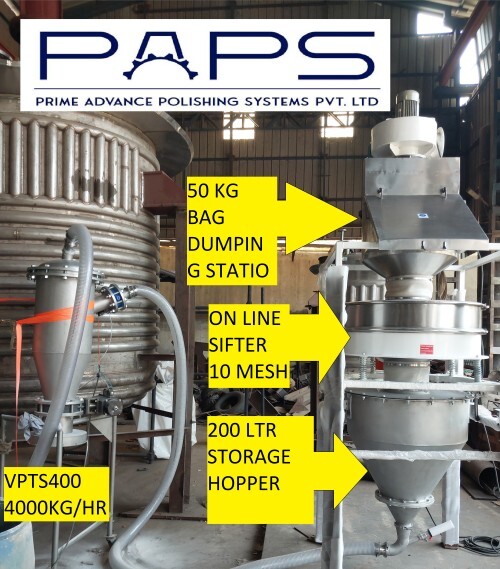
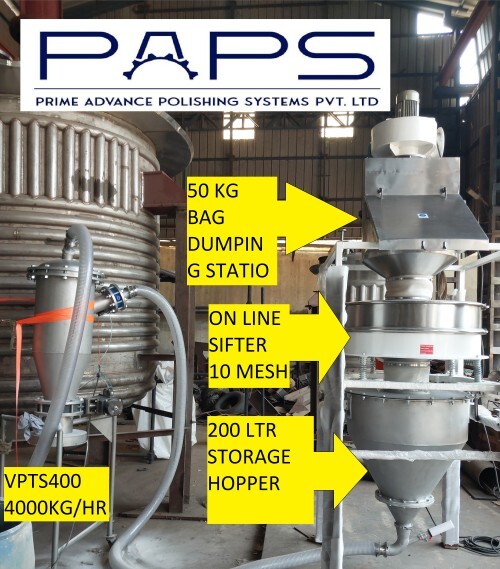
Send InquiryVacuum Powder Transfer System
Price 100000.00 INR/ Number
MOQ : 1 Number
Vacuum Powder Transfer System Specification
- Product Type
- Vacuum Powder transfer system
- Material
- Steel
- Finish
- Galvanized
- Color
- Silver
- Bottom Type
- Cylinderical
- Usage
- Commercial
- Application
- Industrial
Vacuum Powder Transfer System Trade Information
- Minimum Order Quantity
- 1 Number
- Supply Ability
- 100 Per Month
- Delivery Time
- 7 Days
- Sample Available
- Yes
- Sample Policy
- Free samples are available
- Packaging Details
- Standard Packaging
- Main Domestic Market
- All India
About Vacuum Powder Transfer System
Features : -
Empties or fills all process equipment (including reactors, dryers and centrifuges)
Transfers all powders (sticky, fine, non-free flowing, hygroscopic, humid, etc)
Safe transport of toxic < 1g/m3 or
dust explosive powders < 1mJ
Charges directly into closed vessels under vacuum or pressure
Prevents dust creation
Removes oxygen from powder before entering into the process
Charges in the presence of solvents
No product retention
No particle damages
Total containment
Easy to clean CIP system
GMP compliant design, ATEX compliant
Efficient Industrial Solutions
These vacuum powder transfer systems streamline powder transfer processes, offering durability and efficiency.
Quality and Longevity
Constructed from steel with a galvanized finish, these systems are built to last in challenging industrial environments.
FAQs of Vacuum Powder Transfer System:
Q: What is the material used in the construction of the vacuum powder transfer system?
A: The vacuum powder transfer system is made from steel, ensuring durability and longevity in industrial applications.Q: How does the vacuum powder transfer system work in transferring powders?
A: The system uses vacuum technology to create suction, effectively transporting powder materials without spillage or contamination.Q: Where can this system be utilized effectively?
A: This system is ideal for industrial and commercial settings, including manufacturing plants and warehouses.Q: What are the benefits of a galvanized finish for this product?
A: The galvanized finish protects the system from corrosion and extends its usable life, particularly in harsh industrial environments.Q: When is this transfer system most beneficial to use?
A: This system is most effective in situations requiring precise and efficient handling of powdered materials.Q: What is the process for maintaining this system?
A: Regular cleaning and inspection of the components ensure optimal performance and longevity.Q: What are the advantages of using vacuum technology in powder transfer systems?
A: Vacuum technology prevents contamination, ensures hygiene, and facilitates safe handling of powdered materials.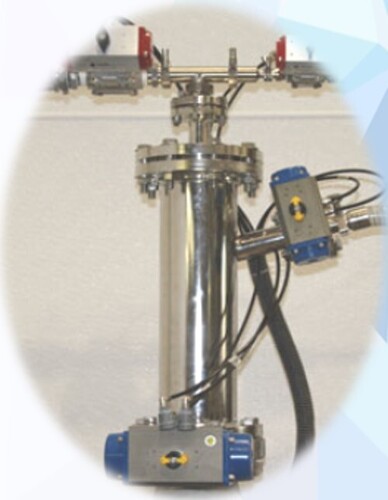
Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

More Products in Storage Silo Category

SS and MS Storage Silo
Minimum Order Quantity : 1 Unit
Product Type : Silos
Usage : Commercial
Application : Industrial
Material : Steel
Finish : Galvanized

Dump Silo
Minimum Order Quantity : 1 Unit
Product Type : Silo
Application : Industrial
Material : Steel

Powder Silo
Minimum Order Quantity : 1 , , Unit
Product Type : Silos
Application : Industrial
Finish : Galvanized

Pickling and Passivation Service
Minimum Order Quantity : 1 Unit
Product Type : Pickling Passivation
Usage : Industrial
Material : Steel
Contact Details
PRIME ADVANCE POLISHING SYSTEM PVT. LTD.
GST : 24AADCP6480H1ZC
GST : 24AADCP6480H1ZC
- PLOT NO.1, RAJ ESTATE, N.H. NO.8, DASHRATH,Vadodara - 391740, Gujarat, India
- Phone : 07971670888
- Send Inquiry
- Workshop Address : 1, Raj Estate, B/H Dashrath Bus Stand, N.H. No- 8, Dashrath Dist. Vadodara 391740
Key Personnel
- Mr Atul Shah (Director)
- Mobile :07971670888

 |
PRIME ADVANCE POLISHING SYSTEM PVT. LTD.
All Rights Reserved.(Terms of Use) Developed and Managed by Infocom Network Private Limited. |
